In the demanding environment of concentrate plants dealing with copper, gold, iron ore, and zinc, efficient and durable filtration solutions are essential. Omela’s advanced filtration bags are engineered to meet these exacting requirements, ensuring optimal performance and reliability.
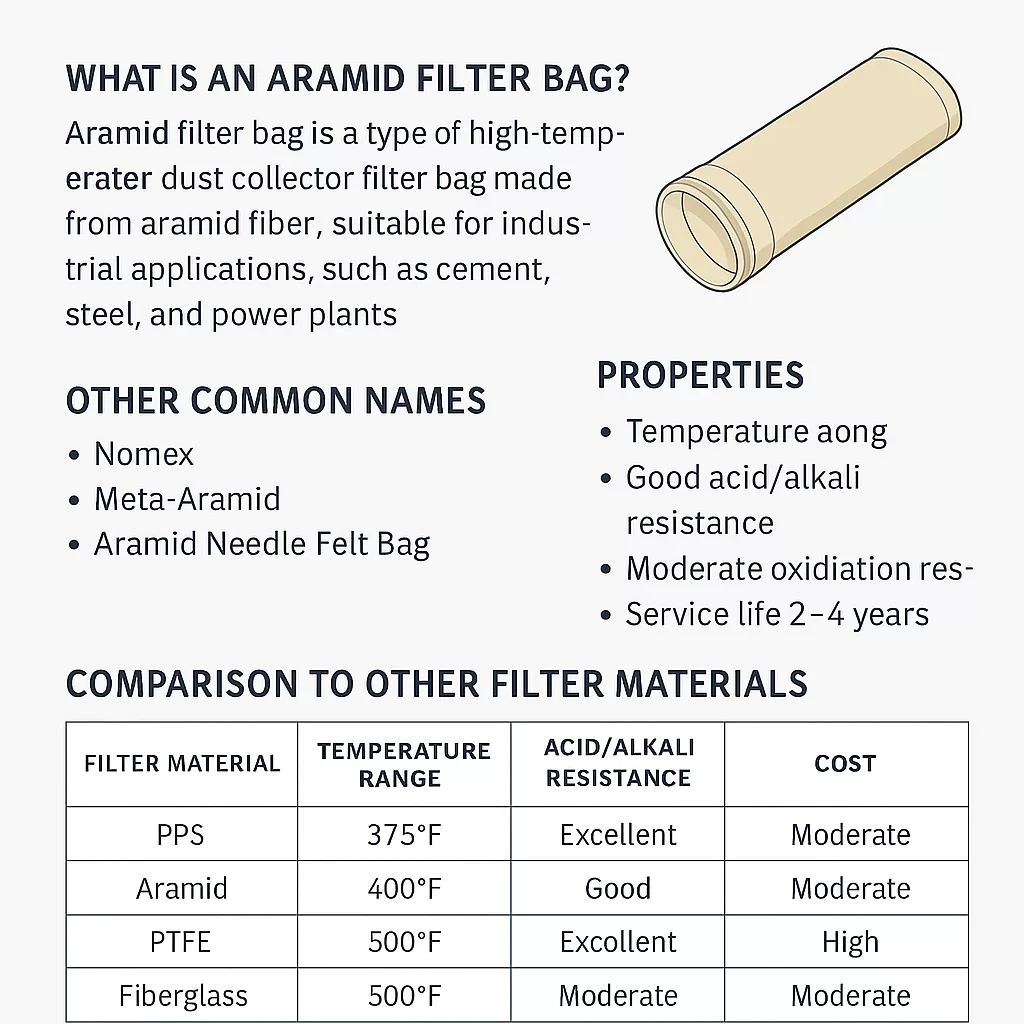
Fiberglass Filter Bags with PTFE Membrane are specifically designed to handle the high-temperature and aggressive chemical environments typical in concentrate plants. The PTFE membrane enhances filtration efficiency and ensures a longer lifespan for the bags, making them an ideal choice for this application.

| Parameter | Specification |
|---|---|
| Material | Fiberglass with PTFE Membrane |
| Temperature Resistance | Up to 260°C (500°F) |
| Chemical Resistance | Excellent |
| Air Permeability | 10-15 m³/m²/min |
| Particle Retention Efficiency | 99.99% |
| Bag Diameter | Customizable (standard: 120-160 mm) |
| Bag Length | Customizable (standard: 2-3 meters) |
| Seam Type | Heat-welded or sewn |
Our filtration bags are trusted by concentrate plants globally, including in the United States, Canada, Brazil, Mexico, Argentina, Germany, Italy, France, the United Kingdom, Spain, Belgium, the Netherlands, Luxembourg, Russia, Turkey, Japan, Singapore, South Korea, India, Thailand, Indonesia, Malaysia, Australia, New Zealand, and South Africa. This global presence underscores our commitment to providing high-quality filtration solutions worldwide.
For more information or to request a quote, please contact our sales team at Omela Tech Dept..
Understanding the Risk: Dust Explosion Fundamentals Dust explosions represent one of the most serious safety hazards in industrial
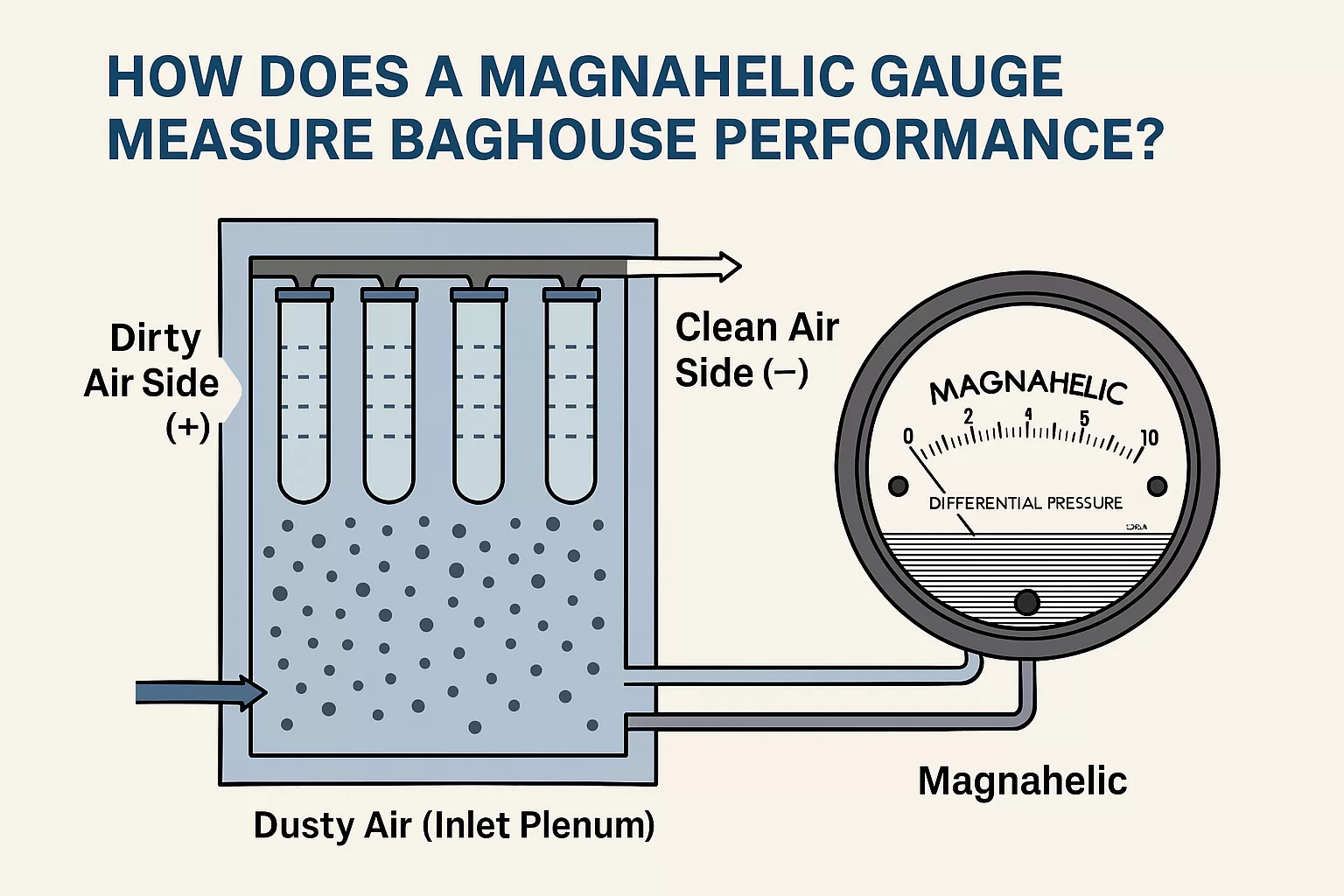
Introduction Efficient particulate collection is central to modern industrial air pollution control, making the baghouse a familia
By Omela Filtration — Industrial Filtration Experts 1. Industry Background and the Real Problem In pulse-jet dust collector syst