In industrial environments such as power plants, steel mills, cement factories, and chemical processing plants, airborne dust and fumes are unavoidable by-products of production. These particles not only degrade air quality but also threaten worker health, equipment reliability, and regulatory compliance.
To meet increasingly strict environmental standards, companies rely on dust and fume collection systems — engineered solutions designed to capture, filter, and discharge clean air back into the atmosphere.
At the heart of every dust collector is the principle of air filtration through high-efficiency media. Contaminated air is drawn into the collector through ducts, where heavier particles settle due to gravity or inertial separation. The remaining fine dust passes through baghouse filter bags, where the filtration media captures sub-micron particles on the fabric surface.
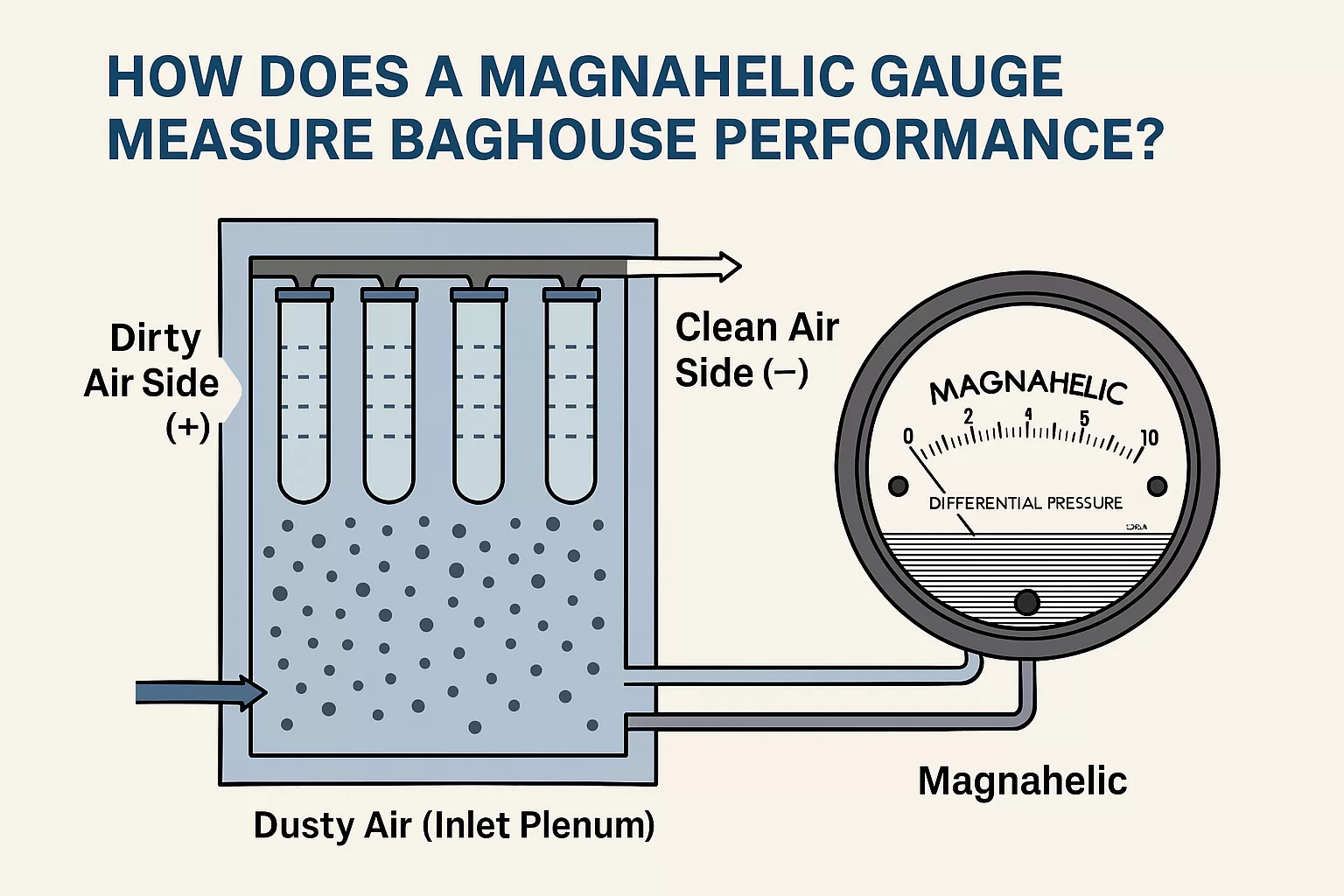
As the dust cake builds up, the system’s pressure differential rises. A cleaning mechanism—typically pulse-jet, reverse air, or shaker—then removes the accumulated layer, allowing the filter to operate efficiently again.
The entire process ensures stable filtration efficiency, often exceeding 99.9%, while maintaining consistent airflow and minimal energy loss.
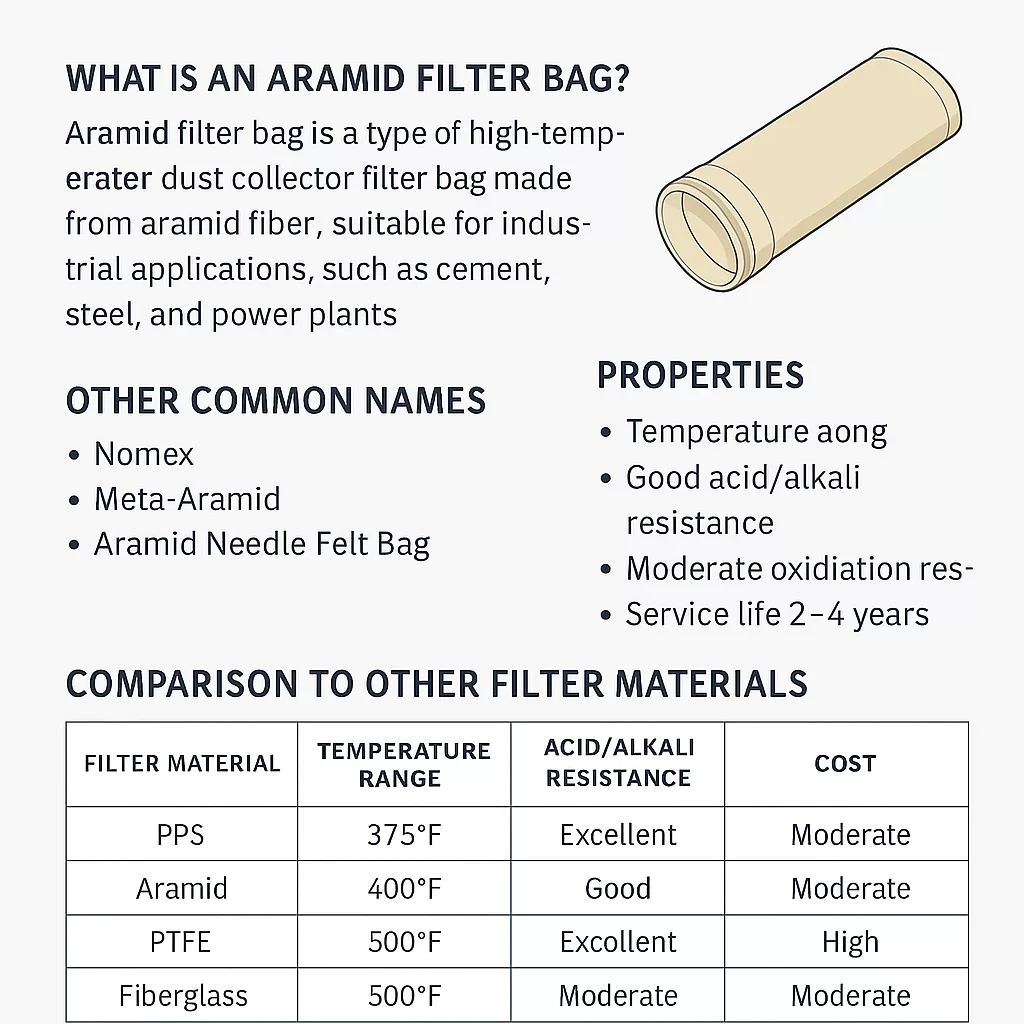
For fume collection systems, especially in welding or smelting applications, the process focuses on high-temperature, fine particulate and gas-phase filtration. Specialized materials such as PTFE membrane filter bags, PPS filter bags, and aramid filter bags provide superior resistance to heat, chemical attack, and hydrolysis, ensuring long-term durability.
Omela Filtration has spent years developing custom filtration solutions tailored to demanding industrial applications. Our engineers optimize each system based on process parameters—air volume, dust load, temperature, and chemical composition—to ensure maximum performance and safety.
Key advantages of Omela Filtration systems include:
In each environment, Omela Filtration ensures reliability, safety, and compliance with global emission standards such as EN 13284 and US EPA 40 CFR Part 60.
Understanding the Risk: Dust Explosion Fundamentals Dust explosions represent one of the most serious safety hazards in industrial
Introduction Efficient particulate collection is central to modern industrial air pollution control, making the baghouse a familia
By Omela Filtration — Industrial Filtration Experts 1. Industry Background and the Real Problem In pulse-jet dust collector syst