By Omela Filtration — Industrial Filtration Experts
Asphalt production plays a vital role in modern infrastructure, supplying the material foundation for highways, airports, and industrial pavements. However, the process generates significant airborne dust, particularly during aggregate drying, mixing, and material transfer.
Without effective control, these emissions can lead to equipment fouling, reduced efficiency, and environmental non-compliance. Dust not only escapes from the dryer drum exhaust but also from bucket elevators, silos, and bagging stations, carrying fine particulates that demand precise filtration solutions.
Traditional dust collectors often face challenges such as high-temperature exposure, sticky hydrocarbon dust, and fluctuating moisture levels. These conditions reduce filtration efficiency, shorten filter life, and increase maintenance frequency—raising operational costs and downtime.
A typical asphalt plant dust collection system consists of a primary settling chamber or cyclone and a secondary baghouse dust collector.
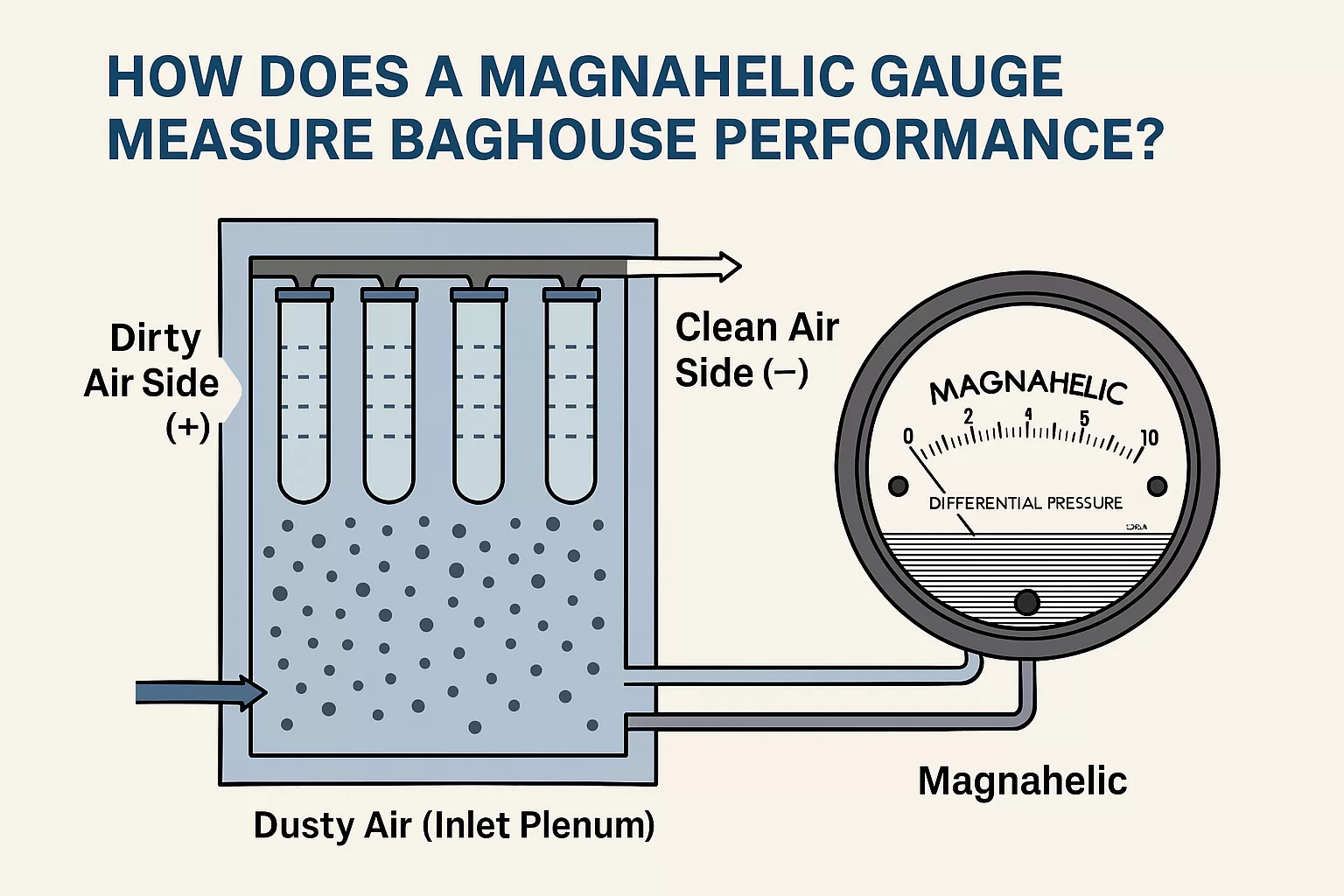
The baghouse serves as the heart of the system: it filters fine particulate matter that escapes the primary separator. Hot exhaust gas containing dust enters the baghouse, where it passes through rows of baghouse filter bags made of heat- and chemical-resistant materials.
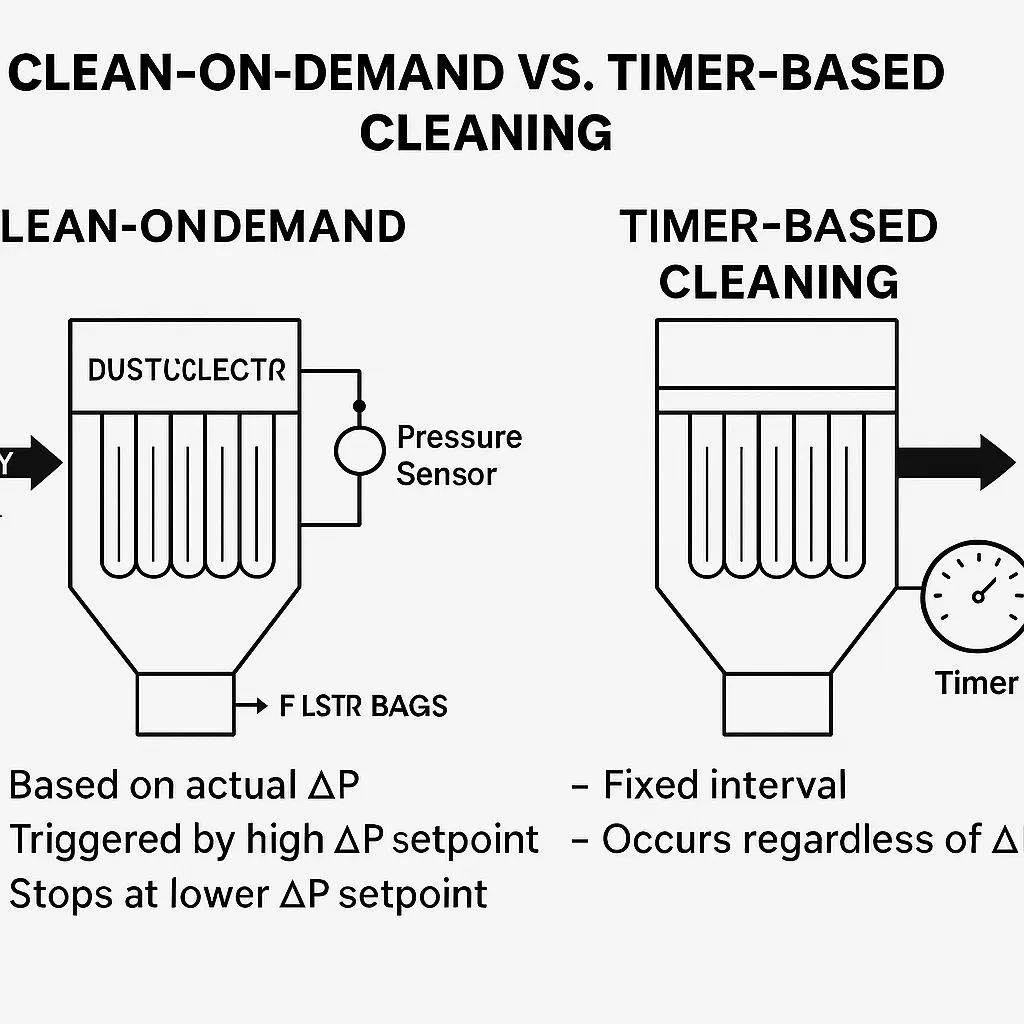
Each filter bag acts as a barrier—the gas passes through, while dust particles adhere to the fabric surface, forming a “dust cake” that further enhances filtration. Periodically, a pulse-jet cleaning system injects compressed air to dislodge the accumulated layer, maintaining a stable pressure drop and consistent airflow.
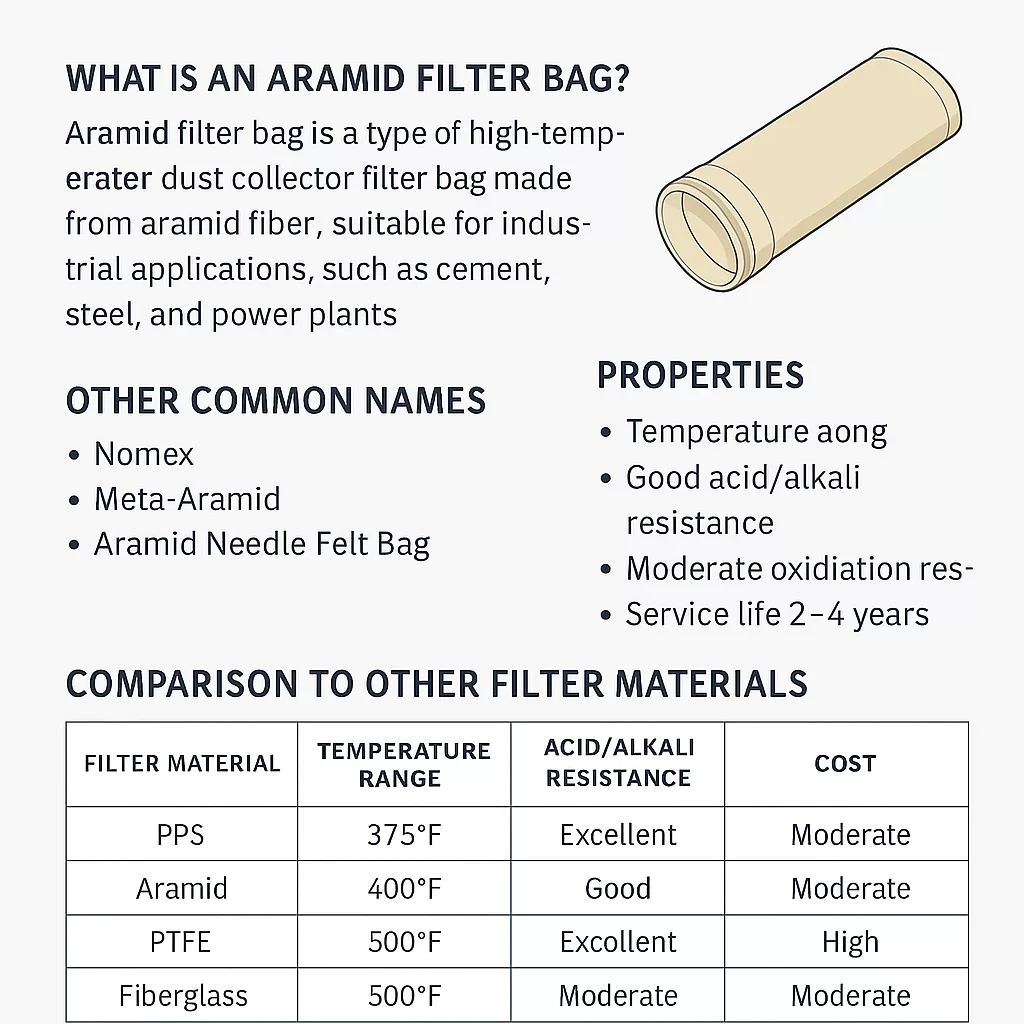
For asphalt plants, choosing the right filter media is critical. Materials like PPS, aramid, and PTFE membranes are commonly used:
Together, these materials ensure reliable performance and long service life under severe operating conditions.
At Omela Filtration, we specialize in custom-engineered dust collector systems for asphalt plants worldwide. Our engineers analyze each client’s process parameters—airflow rate, dust load, and gas composition—to design the optimal filtration configuration.
Key Advantages:
Our engineering team also provides retrofit and upgrade services, allowing older plants to meet new emission standards without a full system replacement.
While this article focuses on asphalt production, Omela Filtration’s technology applies to a wide range of industrial sectors:
Our baghouse filter bags and dust collectors are designed to operate reliably in diverse conditions while maintaining exceptional filtration efficiency and durability.
Optimizing dust collection in asphalt production is not just about compliance—it directly affects equipment longevity, energy costs, and production quality.
By selecting the proper PTFE, PPS, or aramid filter bag and integrating intelligent pulse-jet systems, plant operators can achieve long-term stability and efficiency.
Introduction Efficient particulate collection is central to modern industrial air pollution control, making the baghouse a familia
By Omela Filtration — Industrial Filtration Experts 1. Industry Background and the Real Problem In pulse-jet dust collector syst
By Omela Filtration – Industrial Filtration Experts Industry Background and Challenges Most industrial dust collector systems re



{kind=link}